Изготовлением пуансонов занимается предприятие ООО Металлообработка. При необходимости нанесения на материал отпечатка сразу большого объема знаков, возможно заключение пуансона в обойму. В прессовальных, штамповочных и маркировочных работах одним из ключевых инструментов является пуансон. Его назначение — маркировка лицевой поверхности изделия под воздействием пресса. Суть его работы заключается в оказании давления на поверхность определенного материала.
Отправьте запрос на [email protected] или звоните 8 (3439) 389 801, 380 081.
ООО «Металлообработка» изготовит пуансоны по чертежам, на заказ из любого металла (9хс, 12хмф, У7, У8 и других марок) с закалкой.
Виды пуансонов.
 В зависимости от выполняемых функций пуансоны бывают четырех видов: пробивные, вырубные, прошивные и просечные пуансоны. На данные детали могут оказываться тепловые либо силовые нагрузки. Исходя из сферы применения, для изготовления пуансонов используют износоустойчивые стали, обладающие высокой прочностью при воздействии высокими температурами либо повышенной прокаливаемостью.
В зависимости от выполняемых функций пуансоны бывают четырех видов: пробивные, вырубные, прошивные и просечные пуансоны. На данные детали могут оказываться тепловые либо силовые нагрузки. Исходя из сферы применения, для изготовления пуансонов используют износоустойчивые стали, обладающие высокой прочностью при воздействии высокими температурами либо повышенной прокаливаемостью.
 При изготовлении пуансонов на ООО Металлообработка используют различные марки инструментальной углеродистой стали со степенью закалки в пределах 54-65 HRC. Легированная сталь не совсем подходит для таких целей, так как после воздействия высокой температуры она становится хрупкой.
При изготовлении пуансонов на ООО Металлообработка используют различные марки инструментальной углеродистой стали со степенью закалки в пределах 54-65 HRC. Легированная сталь не совсем подходит для таких целей, так как после воздействия высокой температуры она становится хрупкой.
Процесс производства пуансонов состоит из нескольких последовательных действий. Так, начинается действие с изготовления заготовки, которая поддается механической обработке. Далее проводится черновое и чистовое шлифование, закалка и заточка профиля.
 Изготовить пуансоны цилиндрической формы предельно просто. Так, заготовка для таких изделий поддается металлообработке, полировке и шлифовке. Производство фасонных пуансонов гораздо сложнее. Изначально, при помощи металлорежущего оборудования, производится обработка контура пуансона, на основании которого делается оттиск. По готовому оттиску производится обработка пуансона, дальнейшая закалка и финальная обработка. В основном, закалка пуансонов производится при температуре около 780 градусов на протяжении восьми минут.
Изготовить пуансоны цилиндрической формы предельно просто. Так, заготовка для таких изделий поддается металлообработке, полировке и шлифовке. Производство фасонных пуансонов гораздо сложнее. Изначально, при помощи металлорежущего оборудования, производится обработка контура пуансона, на основании которого делается оттиск. По готовому оттиску производится обработка пуансона, дальнейшая закалка и финальная обработка. В основном, закалка пуансонов производится при температуре около 780 градусов на протяжении восьми минут.
 Изготовление пуансонов со сложным контуром возможно на нескольких видах оборудования. Так, пуансоны с фланцем и постоянным сечением желательно обрабатывать при помощи строгальных или фрезерных станков. Пуансоны с буртиками поддают обработке на фасонный-строгальных станках. Обработку производят, основываясь на оттиске либо по предварительно размеченному контуру.
Изготовление пуансонов со сложным контуром возможно на нескольких видах оборудования. Так, пуансоны с фланцем и постоянным сечением желательно обрабатывать при помощи строгальных или фрезерных станков. Пуансоны с буртиками поддают обработке на фасонный-строгальных станках. Обработку производят, основываясь на оттиске либо по предварительно размеченному контуру.
При несоблюдении необходимых условий во время термообработки возможна деформация поверхности заготовки. Предприятие ООО Металлообработка занимается изготовлением пуансонов высокого качества, соблюдая все технологические требования во время производства. Изготовление пуансонов осуществляется с применением инновационных технологий профильной шлифовки, термообработки и маркировки. Благодаря хорошо налаженному производственному процессу существует возможность производства высококачественных пуансонов в сжатые сроки.
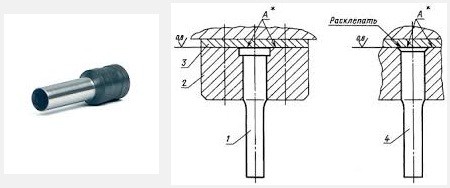
В зависимости от назначения, графическое изображение (цифры или буквы) может наноситься на пуансон как в прямом, так и в зеркальном отображении.
В большинстве случаев параллельно с пуансонами используют и матрицы. Изготовление штампов, матриц, пуансонов возможно с применением высокоточных станков, оснащенных программным управлением. Процесс производства этих деталей имеет много общего. Так, изначально заготовка матрицы либо пуансона поддается обработке на фрезерных станках вертикального типа. После этого поверхность заготовки подвергается шлифовке на специальном оборудовании. Далее происходит разметка рабочего контура с использованием слесарных и фрезерных станков, закалка в печи. Соответственно, изготовление пуансонов и матриц может производиться на одном и том же оборудовании, с разницей лишь в размерах деталей.
Изготовление пуансонов и матриц.
 Пуансон должен быть несколько меньше, чем матрица. Если пуансон представляет собой более сложную конструкцию чем матрица, то в первую очередь следует производить пуансон, и на основании оттиска готового пуансона происходит изготовление матрицы. Очень важно при этом соблюдать необходимый зазор. Изготовление пуансонов и матриц в соответствии с зазором возможно путем независимой обработки или взаимной подгонки. Если предполагается производство большого количества одинаковых штампов, целесообразно применять метод независимой обработки.
Пуансон должен быть несколько меньше, чем матрица. Если пуансон представляет собой более сложную конструкцию чем матрица, то в первую очередь следует производить пуансон, и на основании оттиска готового пуансона происходит изготовление матрицы. Очень важно при этом соблюдать необходимый зазор. Изготовление пуансонов и матриц в соответствии с зазором возможно путем независимой обработки или взаимной подгонки. Если предполагается производство большого количества одинаковых штампов, целесообразно применять метод независимой обработки.
В том случае, если контур пуансона представляет собой сложную фигуру, разметка отверстий в державке производится при помощи координатно-сверлильного станка. После закалки пуансон подвергается шлифовке. Закалка позволяет пуансону длительное время сохранять свою первоначальную форму во время воздействия силовых нагрузок.
В последнее время появилась возможность осуществлять изготовление матриц, пуансонов при помощи станков, укомплектованных системой фотоэлектрического копирования. Такое оборудование позволяет производить детали с высокой точностью обработки – ±0,025 мм.
В последнее время большое распространение получают прогрессивные технологии изготовления пуансонов. Например, на предприятии ООО Металлообработка широко применяется электроэрозионная технология производства, основанная на пропускании по заготовкам импульсного электрического тока. Не менее популярны и другие электрохимические технологии.