Гайки – типичный представитель метизных изделий, не имеющих головки и снабжённых внутренней резьбой. Совместно с болтом или шпилькой гайка образует винтовую крепёжную пару, при помощи которой обеспечивается надёжное соединение деталей и узлов.
Для производства гаек на нашем предприятии применяется целая гамма различного металлообрабатывающего оборудования и оснастки, начиная от специализированных холодновысадочных автоматов, и заканчивая универсальными и токарными металлорежущими станками.

Назначение и классификация гаек
Гайка необходима для того, чтобы обеспечить необходимое зажимное усилие и предотвратить осевое перемещение. Вначале болт вставляется через сквозные отверстия в двух смежных деталях. Далее на него накладывается шайба, позволяющая более равномерно распределить усилие зажима, затем на болт навинчивается гайка. Стержень болта препятствует радиальному перемещению деталей, а головка болта, шайба и гайка устраняют осевое перемещение.

Для вращения гайки в процессе зажима её внешний контур должен иметь несколько граней (не менее четырёх), через которые с помощью гаечного ключа прилагается крутящий момент, создающий осевое усилие. Это усилие вызывает сжатие скрепляемых деталей, и трение на резьбе, препятствующее самопроизвольному отвинчиванию гайки.
В особо ответственных соединениях одной гайки недостаточно, тогда на стержень болта наворачивается ещё одна, контрящая гайка (см. рис. 1), при этом продольные усилия на болт не передаются, что исключает его изгиб. Значительно реже на резьбовую поверхность наносится слой клея, предотвращающий ослабление крепежа.

В качестве альтернативных вариантов для увеличения усилия фиксации резьбового соединения можно использовать специальные стопорные гайки, которые работают со шплинтами, стальной проволокой или нейлоновыми вставками.
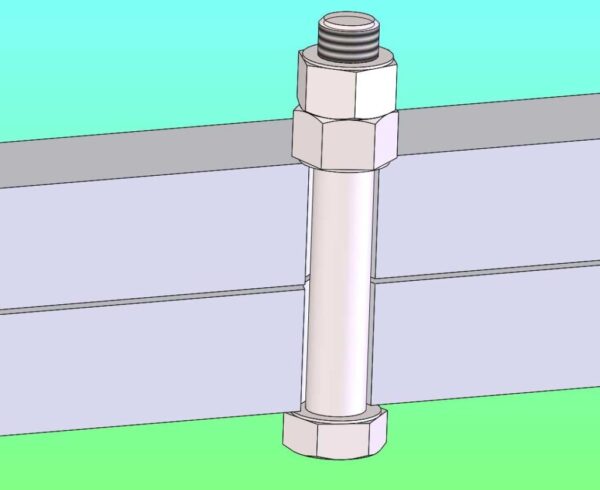
Рисунок 1 – Болт с двумя гайками – основной (нижней) и контрящей (верхней)
Разновидности внешней формы
Ранее большинство видов гаек изготавливались с технологически более простой квадратной головкой; эта конструкция и сейчас иногда используется для приложения повышенного крутящего момента, прикладываемого к гаечному ключу. Однако при частых переустановках или значительном крутящем моменте происходит смятие граней, поэтому выбор чаще делается в пользу шестигранных гаек.
Среди специализированных разновидностей необходимо выделить:
- Колпачковые гайки, у которых доступ к отверстию возможен только с одной стороны. С противоположной стороны выполняется сферообразная поверхность, исключающая травму руки при ручном завёртывании.
- Цилиндрические гайки, которые вводятся в отверстие, расположенное перпендикулярно оси болта.
- Закладные гайки, которые по форме схожи с накидными, но используются преимущественно для резьбового закрепления труднодоступных частей листовых заготовок или деталей.
- Соединительные гайки повышенной высоты, что обеспечивает точное соединение двух валов или осей, имеющих концевые участки с резьбой.
- Фланцевые гайки, представляющие собой шестигранные гайки, но с увеличенным диаметром вокруг основания. В этом случае опорная поверхность метиза увеличивается, поэтому необходимость в подкладной шайбе отпадает.
- Гайки с дополнительными элементами (рифлениями или барашками), которые расположены на боковой поверхности крепежа, и предназначены для ручного затягивания.
- Обжимные гайки, которые прикрепляются к деталям из листового металла путём обжатия материала вокруг отверстия.
Типоразмеры этих и других разновидностей гаек (см. рис. 2) регламентируются соответствующими ГОСТами (для продукции отечественного производства) или стандартами DIN (касается метизов импортной разработки).

Рисунок 2 — Некоторые из видов гаек
Выбор материала
Гайки могут изготавливаться практически из любого материала, включая древесину и пластик, которые не являются хрупкими и при затяжке обеспечивают надёжное трение между скрепляемыми элементами.
Принципы выбора
Особенности применения гаек, изготовленных из различных металлов и сплавов, сведены в таблицу:
| Вид металла/сплава | Преимущества | Ограничения |
| Обычная углеродистая сталь | Экономичность, лёгкость обработки | Низкая коррозионная стойкость |
| Легированные стали | Повышенная стоимость и трудоёмкость изготовления | Высокая коррозионная стойкость |
| Алюминий и дюралюминий | Пластичность, лёгкость, стойкость против коррозии | Низкое сопротивление срезу |
| Сплавы бериллия | Искробезопасность | Высокая стоимость |
| Латунь, бронза | Стойкость против коррозии, пластичность, приятный внешний вид | По прочности уступают стальным изделиям |
| Титан и его сплавы | Чрезвычайно высокая коррозионная стойкость, лёгкость, высокотемпературная прочность | Высокая стоимость (ограничивает применение только аэрокосмической промышленностью) |
Кроме того, в радиоэлектронике или электротехнике используют гайки, изготовленные из никеля и его сплавов, молибдена, магния и др. металлов.
Требования
Для обеспечения своих основных функций материал гайки должен:
- Допускать бездефектную обработку на станках или на прессовом оборудовании.
- Не изменять своих механических характеристик при нагреве (в случае горячей штамповки гаек из металлов и сплавов средней и низкой пластичности).
- Обеспечивать необходимую прочность при эксплуатации.
- Быть пригодным для многоразового использования.
- Не ухудшать экологических параметров окружающей среды.
По последней причине уже длительное время ограничивается изготовление крепежа из таких металлов как свинец, олово и бериллий.
Для окончательной отделки гайки, произведенные из обычных углеродистых сталей, могут подвергаться дополнительной обработке – цинкованию и оксидированию/воронению. Алюминиевые гайки иногда анодируют, в результате изделия приобретают более привлекательный внешний вид (см. рис. 3).
Отечественные стандарты на гайки
Шестигранные гайки
Предусматриваются следующие разновидности метизов:
- ГОСТ 5915-70: гайки обычного класса точности двух исполнений (различаются тем, что исполнение 1 предусматривает две торцевых фаски, а исполнение 2 – одну). Диапазон резьб – от М2 до М48, высота изделий – от 1,6 до 38 мм, «размер под ключ» — 4…75 мм.
- ГОСТ 5916-70: гайки обычного класса точности с уменьшенной высотой, обычного класса точности и тоже двух исполнений. Высота изделий – от 1,2 до 24 мм, остальные параметры те же, что и для гаек по ГОСТ 5915-70.
- ГОСТ 15521-70: гайки обычного класса точности с уменьшенным размером «под ключ», двух исполнений. Диапазон резьб – М8…М48, размер «под ключ» — от 12 до 70, высота та же, что и для крепежа ГОСТ 5915-70.

Рисунок 3 – Алюминиевые гайки после анодирования
- ГОСТ 15522-70: низкие гайки обычного класса точности, с уменьшенным размером «под ключ». Высота метизов соответствует гайкам по ГОСТ 5916-70, а остальные параметры (в том числе, и размер «под ключ») совпадают со значениями для гаек ГОСТ 15521-70.
Аналогичным образом построены стандарты на гайки повышенного класса точности: ГОСТ 5927=70 (обычные), ГОСТ 5929-70 (низкие), ГОСТ 2524-70 (с уменьшенным размером «под ключ») и ГОСТ 52526-70 (низкие, с уменьшенным размером «под ключ»). Практическая разница заключается в более жёстких размерных допусках, из-за чего производство таких гаек ведётся не на холодновысадочных автоматах, а на токарно-винторезных станках.
Прорезные (корончатые) гайки
Такой крепёж рекомендуется для использования в шплинтованных соединениях, предотвращающих риск самоотвинчивания при повторяющихся динамических и ударных нагрузках.
Стандарты, регламентирующие технические требования к данному виду гаек:
- ГОСТ 2528-73 (распространяется на крепёж повышенной точности и с уменьшенными размерами «под ключ»).
- ГОСТ 5935-73 – то же, но на низкие гайки.
- ГОСТ 5918-73: на гайки нормальной точности. Возможны два исполнения – цилиндрической верхней частью и без неё.
- ГОСТ 5919-73 – для низких гаек нормальной точности.
- ГОСТ 5933-73 – для низких гаек нормальной точности (два исполнения, размеры и форма которых аналогична гайкам по ГОСТ 5918-73) с уменьшенным размером «под ключ».
Стандарты оговаривают число и сечение (ширина×глубина) прорезей, допуски точности и параметры фасок.
Гайки по чертежам
К категории гаек по чертежам принято относить особо высокие гайки, гайки с буртом, колпачковые, с внутренним нейлоновым кольцом (самостопорящие, которые применяют при повышенных до 800С температурах работы соединяемых деталей), круглые гайки с торцевыми отверстиями под ключ и без них, гайки с отверстиями под стопорящий винт, а также гайки-барашки.
Большинство из указанных видов крепежа имеет зарубежные аналоги, поставляемые (или изготавливаемые у нас в стране) по нормативам DIN EN. Своими размерами они весьма незначительно отличаются от аналогичных отечественных стандартов.
Технология производства
Изготовление гаек массовых типоразмеров производят методами деформирующей металлообработки – штамповки. Она может быть холодной (распространяется на гайки до М27 включительно) или горячей, для чего применяют специализированное оборудование (см. рис. 4). Для изготовления гаек на заказ, а также крепёжа со специальными техническими условиями используются процессы обработки на токарных станках или полуавтоматах. Изготовление гаек по чертежам характерно для уникальной продукции и применяется в ремонтной практике.
Высадка гаек
Исходный прокат – проволока (для гаек до М20) или прутки круглого или шестигранного поперечного сечения, причём последний применяется при штамповке малых гаек — до М5 включительно – за три перехода. В остальных случаях предусматривают четырёх- или пятипозиционный процесс. Для нарезки резьбы используют резьбонарезные автоматы, часто объединяемые с холодновысадочным оборудованием в короткую технологическую линию. Изготовление болтов и гаек высадкой является полностью автоматизированным техпроцессом.

Рисунок 4 – Многопозиционный гайковысадочный автомат
Стоимость такого оборудования весьма высока, поэтому оно окупается лишь при очень больших производственных программах. Плюсы данной технологии – высокая прочность гаек, однородность их механических характеристик, практическое отсутствие отходов металла.
Обработка гаек резанием на станках
Высадкой можно получать гайки только обычной степени точности, в то время как резание, существенно уступая в производительности и в расходе металла, позволяет получать изделия с минимальными допусками.
Изготовление гаек на токарном станке с использованием шестигранного прутка в качестве исходной заготовки состоит из следующих переходов:
- Резки шестигранника в размер, позволяющий установить заготовку между передней и задней бабками станка;
- Порезка на размер, отвечающий высоте гайки;
- Сверление внутреннего отверстия в размер, соответствующий диаметру выступов будущей резьбы;
- Получение внутренней резьбы (для точных резьб – за два прохода),
- Оформление наружных фасок (при необходимости).
Гораздо сложнее получить шестигранник из цилиндрической заготовки. Вначале на одном из торцов размечают размеры будущей гайки, затем устанавливают заготовку в 4-х кулачковый патрон, стараясь, чтобы одна из линий, представляющих плоскую поверхность шестигранника, была перпендикулярна оси станка. Далее резцом удаляется материал, который находится в объёме, ограниченном окружностью и отмеченными линиями. В результате получается одна из граней, остальные выполняются аналогичным образом.
Способ сравнительно прост, но неэкономичен, поскольку сопровождается значительным перерасходом металла.
Для сравнительно больших серий получения гаек на токарном станке рекомендуется следующая последовательность действий:
- Устанавливается максимально возможное число оборотов шпинделя;
- Сверлится сквозное отверстие под диаметр выступов будущей резьбы (с плюсовым допуском!);
- Нарезается резьба (можно использовать и специализированное оборудование, см. рис. 6);
- На концевой участок резьбы навинчивается оправка — короткая стальная насадка.
- Насадка с заготовкой закрепляются в инструментальной головке;
- Удерживая будущую гайку в оправке и используя концевую фрезу, изготавливают одну из плоскостей гайки;
- Вращают заготовку по оси на угол 600 и повторяют описанные переходы, пока все грани гайки не будут готовы.
- Устанавливают заготовку в патроне и получают фаски.
Поскольку точность формообразования невелика, то данный способ рекомендуется при получении гаек из древесины (см. рис. 7).
Сферы применения гаек
Кроме своего основного предназначения, описанного ранее, гайки могут:
- При упоре в стену закреплять подвешенные предметы с помощью анкерного болта (анкерные гайки).
- Использовать в качестве регулирующего элемента, с помощью которого можно изменять расстояние между деталями или узлами (закладные квадратные гайки).

Рисунок 6 – Станок и оснастка для нарезания резьбы на гайках
- Применять совместно с фланцами из высокоуглеродистой стали, компенсируя динамические нагрузки (нажимные гайки). Самозажимные гайки снабжаются зазубринами на кромке.
- Использоваться совместно с кронштейном для поддержки крепежа в труднодоступных местах.
- Привариваться к поверхности, выполняя функцию «мёртвой» шайбы.
- Образовывать резьбовое гнездо в деревянных деталях (вставные гайки, могут быть ввинчивающимися и забивными).
- Создавать эллиптическое смещение, стопорящее узел (так называемые «реактивные» гайки).
- Увеличивать трение между болтом и гайкой (гайки с разрезным коническим участком).
- Обеспечивать резьбовую вставку заподлицо с древесиной или композиционным материалом (тройниковые гайки).
Большинство указанных видов отечественными стандартами не охвачено, поэтому для организации производства такого крепежа рекомендуется пользоваться данными европейского стандарта BS EN ISO 225.
Узнайте цену на гайки — [email protected]. 8 (3439) 389 801, 380 081.
Купить гайки лучше всего у нас, так как мы являемся заводом-изготовителем. Приглашаем к взаимовыгодному сотрудничеству!