



Фрезеровка это способ обработки металлов резанием, когда обрабатывающий инструмент совершает круговое движение, а закрепленная на рабочем столе заготовка совершает поступательное движение.
ООО «Металлообработка» производит все виды фрезеровки, в том числе на станках ЧПУ 3х и 5ти координатных. Отправьте запрос на chpu2010@gmail.com или звоните 8 (3439) 389 801, 380 081.
В процессе фрезерования участвуют два объекта — фреза и заготовка. Заготовка — это будущая деталь. Фрезерная обработка металла на станках ЧПУ — одно из самых современных видов металлообработки на нашем предприятии.
В зависимости от расположения шпинделя станка и удобства закрепления обрабатываемой заготовки — вертикальное, горизонтальное. На производстве в большей степени используют универсально-фрезерные станки позволяющие осуществлять горизонтальное и вертикальное фрезерование, а также фрезерование под разными углами различным инструментом.

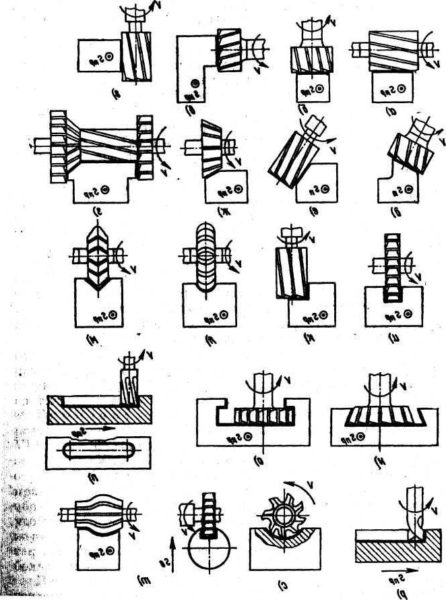
В зависимости от типа инструмента (фрезы) — концевое, торцовое, периферийное, фасонное и т. д.
Концевое фрезерование — пазы, канавки, подсечки; колодцы (сквозные пазы), карманы (пазы, стороны которых выходят более, чем на 1 поверхность), окна (пазы, которые выходят только на одну поверхность).
Торцовое фрезерование — фрезерование больших поверхностей. Фасонное фрезерование — фрезерование профилей. Примеры профильных поверхностей — шестерни, червяки, багет, оконные рамы.


- Типы инструмента для фрезерования
Классификация происходит по нескольким признакам. Их несколько:
По способу крепления:
- Концевые. Имеют хвостовик в форме конуса, который вставляется в шпиндель и удерживается там во время фрезеровки.
- Насадные. В центре вращения тела расположено отверстие. Оно надевается на шпиндель и крепится гайкой.
По конфигурации:
- Цилиндрическая. Зубья резцов расположены на боковой стороне, выполненной в форме цилиндра.
- Дисковая. В форме диска. Могут быть одно-, двух-, трех-сторонними в зависимости от цели фрезеровки.
- Т-образные. Наподобие гриба с ровно выполненной цилиндрической шляпкой.
- Концевая.
- Торцовая с хвостовиком.
- Торцовая насадная.
- Торцовая ступенчатая (сборная).
- Шпоночная.
- Угловая.
- Фасонная.
- Червячная.
Методы фрезерования
- Попутный.

Особенности:
- + Выше точность обработки по причине того, что работают силы, прижимающие изделие к рабочему столу. Из-за этого уменьшается вибрация, а обработанная плоскость становится более качественной.
- — В момент касания режущая часть получает дополнительную нагрузку типа удара, что приводит к нагреву и снижает ресурс. В результате он быстрее выходит из строя.
- — При фрезеровании ввиду ударной нагрузки на каждый зуб требуется дополнительный расход энергии для поддержания скорости вращения. Поэтому оборудование для этого метода необходимо выбирать с большей мощностью, нежели для второго способа.
- + Стружка перемещается в направлении обработанной стороны, не создавая помех зубьям и оставляя зону вхождения чистой.
- Встречный.
Подразумевает фрезеровку, когда вращение и поступательное движение заготовки направлены навстречу друг другу.
Особенности:
- + При врезании зубья проходят небольшую обработанную часть до момента, пока дойдут до той толщины металла, которая даст возможность врезаться в тело. В результате скольжения получается дополнительный нагрев, при этом упрочняется поверхность, что тоже влияет на ресурс.
- — Действующие силы отрывают заготовку от стола прижима. Это влияет на точность размеров.
- + Износ передней кромки меньше, чем при первом способе, а фреза не испытывает удара. Поэтому такой метод больше практикуется при обработке черновых заготовок, полученных штамповкой или ковкой и имеющих поверхностное упрочнение, а также чугунных.
III. Классификация по пространственному расположению
- Горизонтальная;
- Вертикальная;
- Угловая.
Виды фрез и их возможности
- Цилиндрическая


- обработка плоскостей.
Изготавливается насадной как целиком из металла, так и с впаянными пластинами. Конструктивно рабочие зубья могут быть как прямыми, так и винтовыми, для чистовых видов обработки. Также они выпускаются сдвоенные, углы наклона зубьев у которых расположены навстречу друг другу, что позволяет уравновесить нагрузку при резании.
- Дисковая
Используется:
- выборка пазов и канавок;
- прорезания шлицев;
- отрезка части готовой детали;
- снятие фасок и другие подобные формы фрезеровки.
Работает в довольно жестких условиях. Её выпускают с повышенной надежностью. Режущая часть бывает одно-, двух- и трех-сторонней. Главные режущие кромки находятся на цилиндрической стороне.
- Т-образная
Применяется:
- внутренние Т-образные пазы
Позволяет производить фрезеровку пазов. Применяется в станкостроении. Ввиду конструктивных особенностей испытывает повышенный нагрев. Кроме того, зубья выполняют двойную работу во время одного прохода. Эти факторы приводят к ускоренному износу и даже его поломке, что является причиной их большого расхода.
- Концевая
Применяется:
- фрезеровка плоских поверхностей;
- получение уступов;
- выборка пазов.
Бывает право- и лево-режущие. Диаметр обычно небольшой, до 28 мм. Снабжается прямым или коническим хвостовиком. Изготавливается из стали быстрорежущих марок.
- Торцовая
Применение:
- плоские поверхности;
- обработка деталей ступенчатой формы.
Фрезеровка плоскости более производительна и поэтому употребляется чаще.
Открытая форма и конструктивные особенности позволяют для большого диаметра использовать сменные пластины, которые можно поменять прямо на рабочем месте, заменив вышедшие из строя. Бывают сборные.
- Шпоночная
Применение:
- изготовление канавок для шпонок;
- фрезеровка продольных впадин прямоугольного сечения.
В форме цилиндра с двумя рабочими зубьями. В зависимости от диаметра и конструкции оснащается хвостовиком в форме конуса или цилиндра.
- Угловая
Применение:
- фрезеровка пазов с внутренним трапецеидальным сечением;
- получение плоскостей, расположенных под углом;
- изготовление стружечных и винтовых канавок.
Может быть одно- и двух-угловой. Выбор формы зуба зависит от назначения. Выполняется как в насадном, так и в варианте с коническим или цилиндрическим хвостовиком в зависимости от диаметра.
- Фасонная
Применение:
- фрезеровка фасонных поверхностей различных очертаний, как то:
- выпуклые;
- вогнутые;
- фигурного сечения в разрезе;
- пазы в червячных передачах;
- другие как в прямых, так и в полукруглых конструкциях и т.п.
Довольно сложная, она бывает как насадная, так и с хвостовиком. Имея большое разнообразие, иногда выпускается в единственном варианте и является уникальной. Довольно эффективна и позволяет добиться обработки, выполнив всего лишь одну операцию фрезерования.
- Червячная
Применение:
- фрезеровка шлицевых валов;
- изготовление шестерен;
- создание зубчатых цилиндрических колес с заданной поверхностью в форме эвольвенты.
Один из сложнейших видов. Выпускается насадными и концевыми. Хвостовик в зависимости от назначения может быть изготовлен под крепление в цанговом зажиме или коническим. В основном бывает сборной конструкции в виде червячной передачи, насадная. Комплекты небольшого диаметра могут быть цельной конструкции. Хвостовик в таких изделиях обычно изготавливается из более дешевой мягкой инструментальной, которая соединена между собой методом сварки.
Другие возможности фрезеровки
В общей массе задействованы незначительно. Один из таких примеров это кольцевые, представляющие конструкцию наподобие трубы с зубьями,расположенными на торце. В основном они применяются для фрезерования листового металла сравнительно небольшой толщины и получения сквозных отверстий несколько большего диаметра, чем это могло бы быть достигнуто при помощи сверла.
Фрезеровка различных металлов и влияние на стоимость


Основными факторами, влияющими на скорость фрезеровки, её качество, подбор инструмента, стоимость и т. д., могут быть следующие:
- твердость;
- вязкость;
- химический состав.
Каждый из этих показателей по-своему влияет на результат, хотя они между собой взаимосвязаны.
Твердость. Зависит от состава металла и способа предварительной обработки изделия до фрезеровки. Причем это в равной степени относится не только к черным металлам, но и к цветным. В соответствии с требованиями чертежа он может проходить термообработку перед фрезерованием, в результате чего приобретаются дополнительные свойства, которые могут значительно повлиять на ресурс инструмента и износ оборудования. Поэтому этот показатель обязательно нужно учитывать при выборе режимов резания и подборе инструмента.
Вязкость при неправильном её определении и выборе неверных режимов фрезерования также может сильно повлиять на размер готового изделия, на качество поверхности и на ресурс инструмента. Так, при фрезеровании алюминиевых изделий, относящихся к группе вязких, углы заточки резцов отличаются от стандартных. Скорости также увеличены. Кроме этого, есть еще некоторые тонкости. Например, в качестве СОЖ используется специальный состав, разработанный и успешно применяемый на нашем производстве. В результате изделия получаются с высокой точностью и не имеют таких дефектов, как задиры, залипшие частички металла и т.д.
Химический состав может значительно отличаться даже в группе похожих сталей или цветных металлов. Например, разное количество углерода делает марки стали или чугуна различными по твердости и хрупкости. Если этого не учесть, расход инструмента может значительно увеличиться, что может привести к перерасходу средств и лечь на плечи заказчика. То же самое можно отнести и к группе цветных металлов. В зависимости от количества меди в бронзе или латуни меняется вязкость и хрупкость этих металлов, что также может неблагоприятно сказаться не только на износе, но и на машинном ресурсе оборудования.
Обособленно в ряду наиболее сложной продукции из группы черных металлов стоит чугун. Этот металл требует подбора инструмента с твердосплавными пластинами особого качества, позволяющего производить обработку так, чтобы он не выкрашивался. Имея громадный опыт в производстве такой продукции, производителям, которым небезразлично отношение к заказчику, удалось унифицировать основные группы инструментов для его обработки, улучшив качество и снизив общую цену изделия.
Поэтому при заказе продукции будет не лишним ознакомиться с производством, чтобы не допустить ошибки. Не помешает взглянуть на персонал, оборудование, культуру производства, чтобы отдать предпочтение наиболее ответственному исполнителю.
Факторы, влияющие на стоимость фрезеровки


Фрезеровка имеет ряд особенностей, которых нет при производстве токарных работ. Так, например:
- Больше вспомогательного времени уходит на переустановку детали и её разметку по сравнению с токарной обработкой, где она устанавливается один раз. При этом проведение дальнейших операций проводится лишь поворотом резцедержателя. Здесь же иногда нужно сменить не одну фрезу, чтобы добиться необходимой конфигурации.
- Времени на обработку изделия требуется больше, так как возможности фрезерного станка не позволяют делать это так же быстро, как на токарном. Это связано с конструкцией фрез, их сравнительно небольшим диаметром и скоростью обработки, которые не позволяют делать её выше определенной. Большая скрупулезность изготовления.
- Для фрезеровки требуется большее количество оснастки. Такой, которая используется как для крепежа детали, так и для инструмента (тиски, оправки, патроны, цанги, зажимы, ключи и т.д.)
- Используемый инструмент значительно сложнее, чем для токарных работ. Если там достаточно снять резец и произвести его сравнительно несложную заточку, то для фрезеровки инструмент достаточно сложный. На фрезерных производствах этим занимается специально обученный заточник. Иногда для доводки инструмента времени требуется больше, чем для изготовления продукции.
Все эти факторы нельзя не учитывать, так как они влияют на себестоимость изделия. Но благодаря появлению новых видов инструмента и оборудования удалось уменьшить стоимость изготовления, а качество продукции значительно увеличить. Одновременно появились такие возможности, о которых ранее не имели представления.
Фрезеровка на станках
Фрезеровка кардинально изменилась с появлением такого прогрессивного оборудования, как станки ЧПУ. Кроме того, что они сильно изменили подход к такому виду обработки, они предоставили еще и немало возможностей.
Технология фрезерования состоит из нескольких этапов.
- Компьютерное моделирование с помощью компьютерных программ 3D модели, для уточнения размеров, формы и других необходимых параметров будущей детали.
- Разработка в соответствии с достигнутым результатом компьютерной программы, необходимой для изготовления готовой 3D модели и подбор необходимого инструмента.
- Изготовление в легком обрабатываемом материале (например, пластик) прототипа готовой детали в 3D варианте. На этом этапе производится окончательная подгонка программы и устранение недостатков.
- Окончательная фрезеровка готового изделия.
Возможности фрезерования ЧПУ
Новый вид обработки методом ЧПУ позволяет делать продукцию отличного качества на два порядка выше, чем это это было возможно достичь на оборудовании предыдущего поколения. При этом стоимость изготовления не только претерпела незначительные изменения, но при определенных условиях на некоторые виды продукции оказалась ниже.
Средняя цена на рынке составляет от 1100 руб. за 1норм/час. Такой стоимости могут добиться только предприятия, имеющие в своем арсенале отличное оборудование и оснастку, ценящие и уважающие своего клиента и которые уже хорошо себя зарекомендовали на этом рынке. И это не может не радовать, поскольку дает возможность получить хорошую вещь, а в данном случае, может быть, деталь, отличного качества. Разве не об этом многие мечтали?